
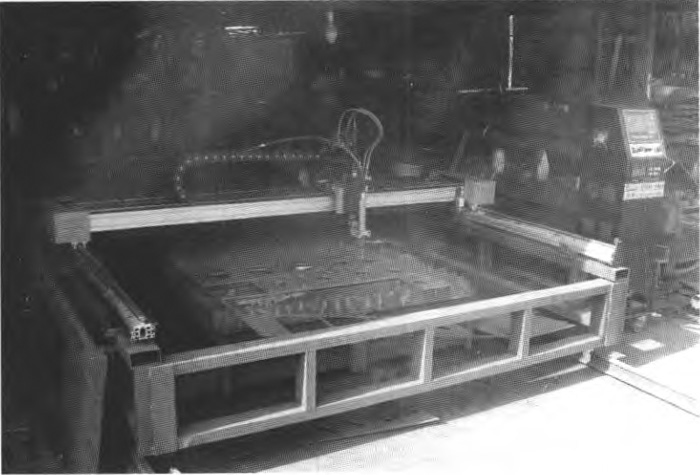
近年來,隨著我國制造業水平的不斷提高,數
控等離子切割機在工業企業得到廣泛的應用,提高
了中國機械制造業的整體水平。由于數控等離子切
割機在使用過程中產生的大量煙塵,彌漫整個制造
車間,不僅危害員工的身體健康,而且給大氣造成
污染,所以越來越多的企業關注和重視現代工業企
業煙塵和粉塵的治理。

隨著近幾年經濟形勢的低迷,造船業也受到較大影響。追求最大利潤,是企業發展的主題。
以提高焊接效率、降低生產成本為出發點,改進和應用船舶建造中的焊接工藝方法,將發揮重要作用。

普通的埋孤焊接小車和焊接操作架無法進入鍋爐筒體內實施焊接,鍋爐筒體組合最后一道內環
焊縫的焊接一直采用手工焊接。研發的鍋爐筒體內環焊縫埋弧自動焊機的核心部分為焊接小車、焊縫跟
黥器和焊槍調整機構。焊接電源、筒體轉胎和焊絲盤為常規設備。其創新之處在于:一是焊接小車體積小、,
質量輕,一個工人即可將其搬出、入筒體人孔;二是焊接小車配置了功能完善的機械式焊縫跟蹤器,保
證焊接小車始終準確可靠地與焊縫平行等距行走,即保證在焊接過程中焊槍始終不偏離焊縫。實現了烽
縫的優質高效自動化焊接,焊縫探傷合格率達98%以上,焊縫寬度均勻,表面光滑美觀,填補了此項
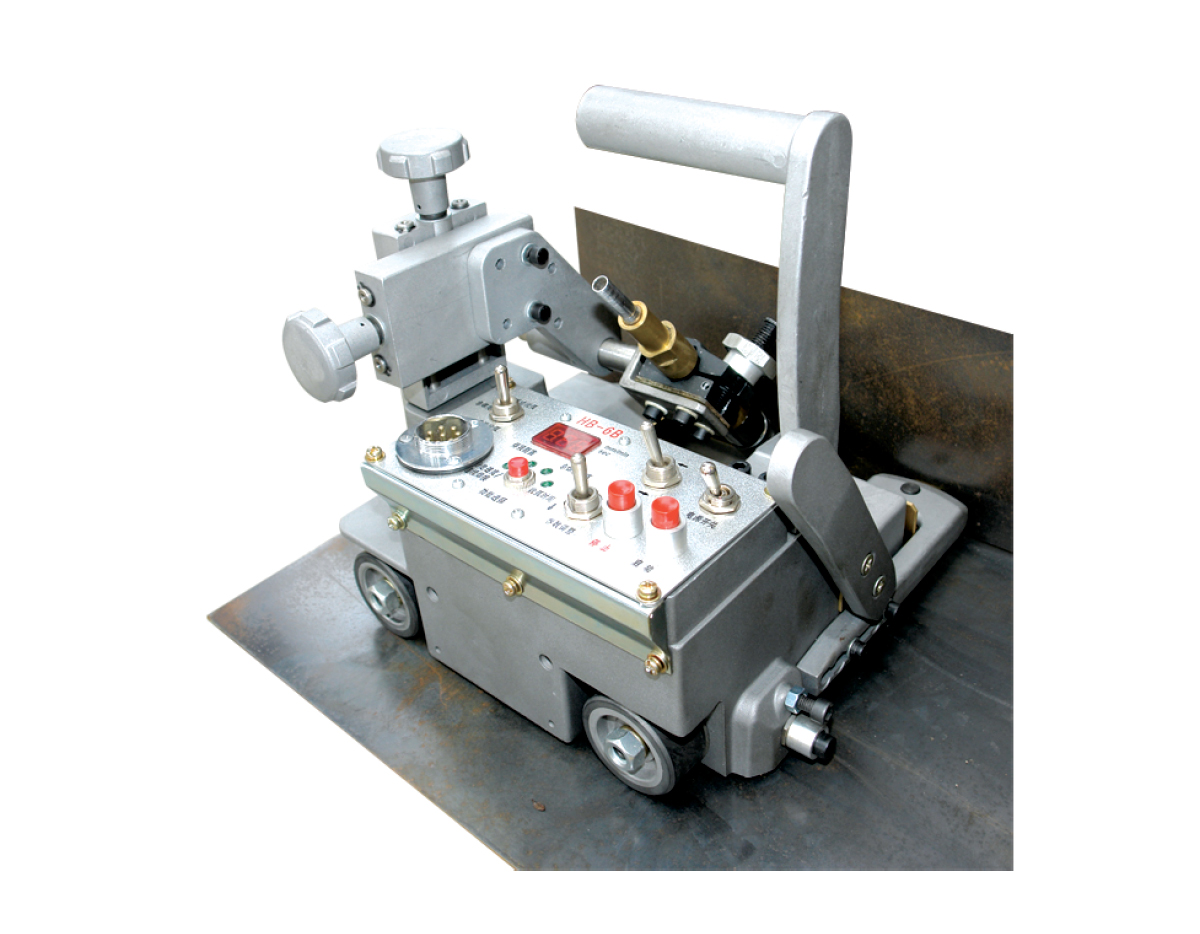
在造船、冶金、石化、工業安裝等行業的鋼結構
焊接施工中,會遇到大量立向角焊縫的焊接。目前,
立向角焊縫一次焊接成形的自動焊接成形設備很
少,一直采用焊條電弧焊或C02氣體保護焊。這兩
種方法都是以多層多道堆焊的方式完成立向角焊
縫焊接,缺點是焊接難度大、焊接耗時長、熱影響
區大、變形量大、成形差、工效低。同時,操作工人的
工作環境差,勞動量大。在焊接領域,鋼板平面對接
的立縫一次成形自動焊接技術已經解決,而立向角
焊縫的一次成形自動焊接技術和設備還是一項空
白,亟待開發。
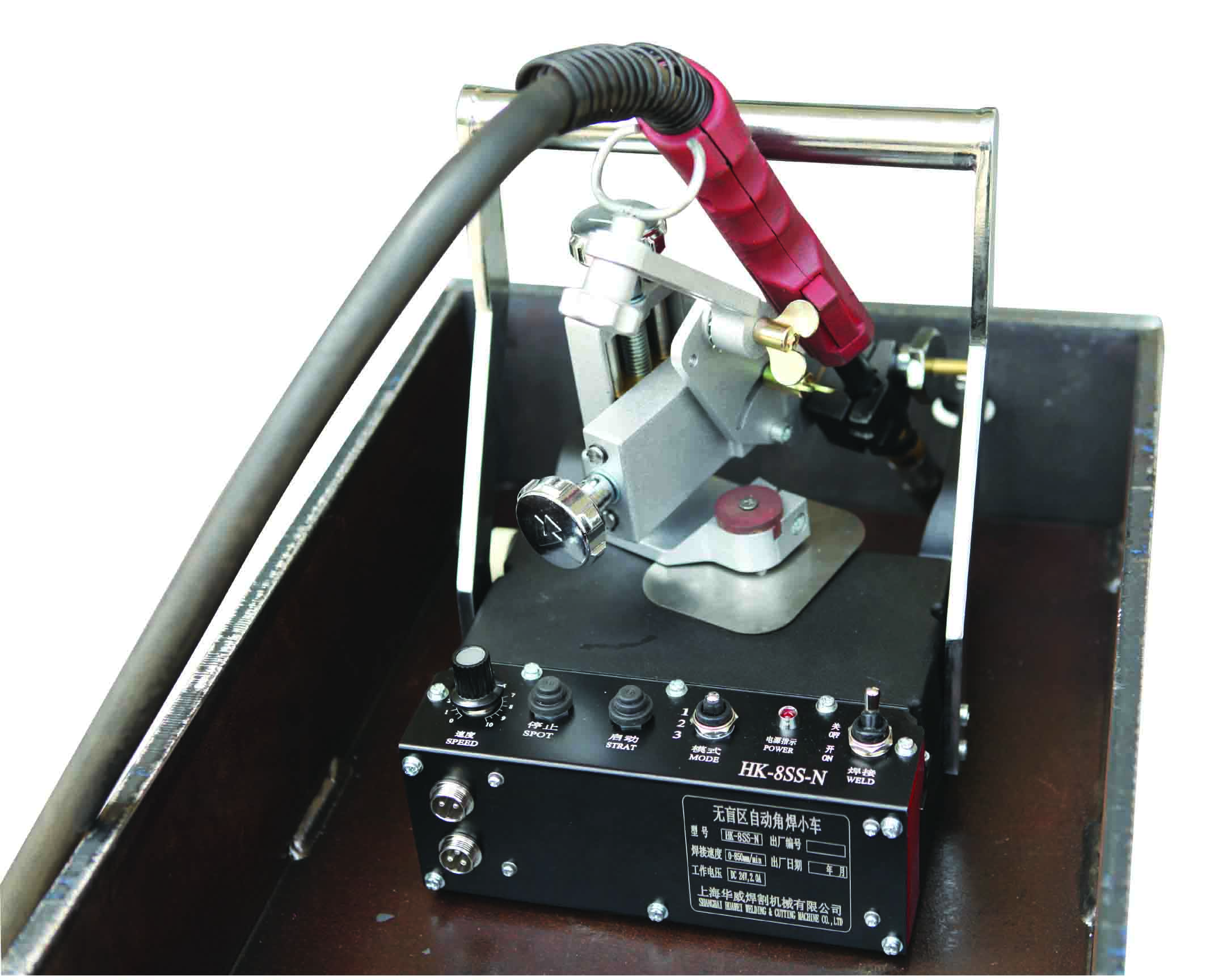
眾所周知,水泥機械制造業的生產組織形式基本上是訂單式單件生產,且產品形式從幾百公斤到幾十噸不等,有的單個部件可達100多噸,屬于重型設備,因產品差異性很大,不易實現流水線生產。其中鉚焊結構件占有相當大比重,焊接量較大,不便于引進價格昂貴的機器人焊接系統。而全位置自動焊接小車的出現,恰好解決了此問題。

在鋼結構工程中通常會遇到H型鋼翼緣板較寬且截面較小,門式埋弧焊焊機臂與H型鋼翼
緣板干涉,門式埋弧焊無法正常焊接;或者箱體截面較小無法正常利用門式雙絲埋弧焊焊接等問題。
針對以上兩種類型構件在焊接中遇到的問題,本人經過實踐經驗將原有的氣體保護焊焊接設備進行改
造,改造后的焊縫質量達到規范要求并且焊接效率較傳統焊接有很大的提高。

焊接作為一種特種作業方式,其惡劣的作業環境及較高的技能要求,導致了其從業人員一直短缺,高技能操作人員更是“一匠難求”。近年來由于受到行業發展及國內人工緊缺的大環境影響,進一步加劇了其用工缺口,因此焊接作業的自動化已勢在必行。作為專業自動焊接設備制造商,我們認為基于焊接作業的特殊性,焊接自動化是一個系統的技術服務工程。在設備功能模塊化的基礎上,根據用戶實際需求進行功能模塊組合、再設計的“私人定制”服務,是今后發展的必由之路。本文以我公司在造船行業的一款典型應用案例來簡單介紹公司的自動化配套服務。
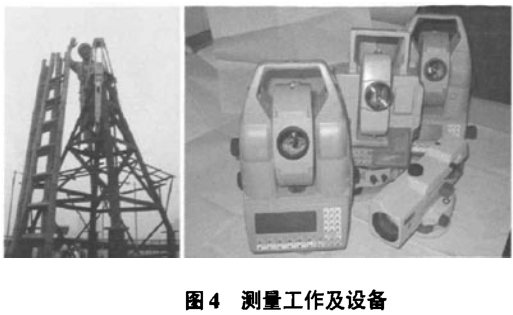
超高層建筑鋼結構安裝技術存在諸多的技術難點。通過對超高層鋼結構特點的分析,闡述了超高層
鋼結構吊裝總體技術路線確定的方法。并結合工程實例,對超高層鋼結構施工中的機械設備選用、
測量、焊接、仿真、監測等關鍵技術進行了分析和介紹。

在多高層鋼框架中典型的剛接梁柱節點型式是梁翼緣與柱對接焊、梁腹板與柱用高強度螺栓連接。過去一直認為這種節點具有良好的抗震性能,然而,在1994 年的 Northridge 地震和 1995 年的 Kobe 地震中,采用這種節點的鋼結構建筑雖然沒有倒塌, 卻有很多在節點部位出現了嚴重的脆性破壞 [1] [2] 。 美國在Northridge 地震之后的研究曾指出, 影響節點承載力和延性的三個主要因素為: 焊接金屬的斷裂韌性、 焊接孔的形狀尺寸、 節點板域的變形控制 [7] 。 進一步的研究提出若干改進節點延性的措施[2] , 主要方法包括: 通過加腋和加蓋板提高節點的承載力; 對梁截面局部削弱, 使塑性鉸從節點區外移至梁







 中文
中文 English
English Espa?ol
Espa?ol русский
русский Portugal
Portugal ???????
??????? fran?ais
fran?ais Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia
